慧聪消防网讯2017中国消防安全产业大会(CFIC2017)消防品牌荣耀直击
把阻燃的“种子”种到产品中
——影响挤塑板阻燃性的主要因素分析
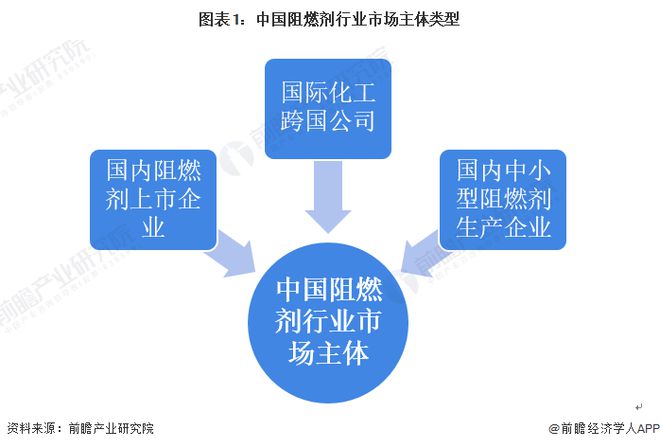
随着挤塑板应用市场的迅速发展,国内挤塑板生产厂家越来越多,迅速增长的市场也吸引了一些原本不从事阻燃剂生产的厂家加入进来,市场良莠不齐,鱼龙混杂,各使用厂家缺乏检测手段,无从分辨,市场上以次充好、掺杂使假现象严重,挤塑板必须使用热稳定性好的阻燃剂,才能达到挤塑的防火要求。
什么是挤塑板
挤塑板全称挤塑聚苯乙烯泡沫板,是外墙保温材料的一种,简称挤塑板,又名XPS板。挤塑板是以聚苯乙烯树脂辅以聚合物在加热混合的同时,注入催化剂,而后挤塑押出连续性闭孔发泡的硬质泡沫塑料板,其内部为独立的闭式气泡结构,加上其具有独特的抗蒸汽渗透性、较高的抗压强度、便捷的施工安装及长久的使用寿命,是重要的建筑节能保温隔热材料是一种具有吸水率低、防潮、不透气、质轻、耐腐蚀、超抗老化、导热系数低等优异性能的建筑节能保温隔热材料
挤塑板广泛应用于墙体保温、平面混凝土屋顶及钢结构屋顶的保温,低温储藏地面、泊车平台等领域的防潮保温,控制地面冻胀,是目前建筑业物美价廉、品质俱佳的隔热、防潮材料。
挤塑板阻燃的重要性
挤塑板的主要成分是聚苯乙烯,聚苯乙烯是一种易燃材料,氧指数非常低,在空气中引燃后不能自熄而且火势会越燃越大,建筑外保温材料必须使用阻燃型挤塑板泡沫塑料,严禁使用普通型挤塑板泡沫塑料代替阻燃型挤塑板泡沫塑料用于建筑工程行业。挤塑板泡沫塑料在燃烧过程中会释放出污染环境的苯乙烯气体及大量烟雾,对人们生命安全造成严重危害,近年来全国各地因建筑外保温材料聚苯乙烯泡沫塑料引发的火灾在报道中屡见不鲜,所以预防其燃烧是首先要解决的问题。
建筑保温等材料使用的挤塑板为了控制其易燃性通常采用的方法是添加阻燃剂,添加阻燃剂并经熔融共混合后生产的XPS可以成为阻燃性XPS挤塑板,对火灾的抵御非常明显,显著降低或防止火灾的发生。
GB8624—2012《建筑材料及制品燃烧性能分级》规定的B级阻燃材料需要具备如下阻燃要求:GB/T20284《建筑材料及制品的单体燃烧试验》规定:FIGRA0.2MJ≤120W/s且火焰横向蔓延未到达试样长翼边缘且THR600s≤7.5MJ;GB/T8626《建筑材料可燃性试验方法》规定:60s内焰尖高度Fs≤150mm且60s内无燃烧滴落物引燃滤纸现象;GB/T20285《材料产烟毒性危险分级》规定:产烟毒性分级,挤塑板用于外墙保温材料还需要满足氧指数OI≥30%。
阻燃剂的热稳定性对挤塑板阻燃性的影响
经大量试验验证表明,GB/T20284—2006建筑材料或制品的单体燃烧试验和氧指数试验所要求的试验指标对挤塑板的阻燃性要求比较苛刻。单体试验既能反应挤塑板遇火后的燃烧快慢程度(燃烧增长率指数),又能反应挤塑板在试验中的燃烧释放热量的多少(THR600s)。GB/T20284—2006要求试样暴露于主燃烧器火焰下的时间为1260s,深刻思考你会明白,如果挤塑板的阻燃剂遇火后热稳定性越好其样品的引燃时间会延迟,在整个试样的过程中试样的有焰燃烧时间就越短,从而试验反应的燃烧增长率指数和释放热量就会大大降低,有利于提高挤塑板的燃烧等级。氧指数试验是测定样品燃烧的最低氧浓度,提高产品氧指数即提高产品的燃烧氧浓度,在空气中不会遇火自燃,也可以间接降低单体试验的燃烧增长率指数。
大多数挤塑板的生产厂家普遍存在的问题是,阻燃剂阻燃效果不明显,阻燃剂的热稳定较差,阻燃性不均匀,在同一张板子上,有的地方阻燃明显,有的地方则阻燃效果很差甚至不阻燃;同样的阻燃剂,在一台机器生产出来的板子中阻燃效果很好,在另一台机器则很差;同一台机器,不同的厂家,阻燃性能相差很大。
导致这些问题产生的原因主要有三个:
一、人为因素
阻燃剂在挤塑板中的添加量是很少的,一般低于10%,要使阻燃剂均匀的分布到物料中,搅拌是关键的部分,要想使每百克物料均匀的含有5克左右的阻燃剂,可想而知需要大量的人工搅拌或专门的搅拌机进行搅拌,大多数厂家直接将阻燃剂撒在物料表面送入上料机,尽管上料机自带搅拌,短时间内也只能形成小区域的分散很难均匀混合,造成阻燃成区域性,其不合格项主要体现在GB8624要求的氧指数试验上。
二、生产工艺因素
不同的设备生产厂家对设备的内部结构设计不尽相同,致使物料在设备内部的塑化、分散、停留时间也不尽相同。常规的阻燃剂以六溴环十二烷为主,其分解温度较低,与普通挤塑板的加工温度存在一定的矛盾性,普通的热温度足以使绝大部分阻燃剂分解失效,因此我们通常以熔体温度作为阻燃板的标准,而不是加热温度,实际生产证明生产厂家视设备情况将最高熔体温度调整在175-190摄氏度之间能生产最佳挤塑板材质量和阻燃效果,此加工温度与绝大多数设备生产厂家提供的工艺温度相违背,主要因为设备生产工艺是参照新出厂的聚苯乙烯颗粒的熔融温度,而实际生产中,大部分的挤塑板都是用再生PS颗粒生产的,而再生PS颗粒和新料熔融温度相差20-30摄氏度。因此设备对物料的剪切热会越积越高,如果不对长时间生产过程中的加热温度和冷却水进行调整也会导致阻燃成分分解失效,其不合格项主要体现在单体试验参数上。
三、阻燃剂因素
阻燃剂的种类按外观分三种:粉状、颗粒和母粒。母粒是阻燃剂加上塑料载体、分散剂经过挤出机加热制成颗粒,其中阻燃剂成分会占到40%-50%,母料的分散性好、使用卫生无粉尘,缺点是使用成本高,阻燃经过一次加工不可避免的会有一点损耗。粉状阻燃剂使用时间最早,也最为广泛,经济性好、阻燃效果好,缺点是与塑料颗粒比重不同,容易分层。颗粒型阻燃剂是粉状阻燃剂经过干法挤出制成颗粒,不添加任何杂质成分,不经过热加工没有物料分解损失,他的成分与粉状相同、用量一样,颗粒比重与PS粒料接近,解决了粉状产品分散不均的问题,现已广泛使用。
优化阻燃配方和工艺的途径
一是提升技术人员操作水平,增加物料和阻燃剂的搅拌时间或增加搅拌设备并采取可行的检测方法,保证物料和阻燃剂的均匀混合,避免出现阻燃的区域化,增加氧指数实验的合格率。
二是优化生产设备结构,增加冷却系统,保证整个生产过程中工艺温度的稳定性,避免温度集聚造成温度过高,使阻燃剂分解流失严重。
三是研发新型阻燃剂,提高阻燃剂的分解温度,保证阻燃剂的热稳定性,使分解温度远高于加工温度,避免阻燃剂受温度影响造成的分解失效。
四是升级原料配方,生产挤塑板的原料对产品阻燃效果具有较明显的影响,有的厂家研发了挤塑板的专用阻燃母料,以通用的聚苯乙烯为基料和其他功能助剂制成的专用阻燃母料,经大量实验证明后可以广泛推广使用。



 加载中,请稍侯......
加载中,请稍侯......
精彩评论